| Posted: Jun 23, 2015 |
Scientists present III-V epitaxy and integration to go below 14nm
|
|
(Nanowerk News) IBM scientists in Zurich and Yorktown Heights, New York have unveiled a breakthrough approach in two publications for growing and integrating nano-sized III-V semiconductor devices on silicon. Both papers offer the microelectronics industry a possible answer to the long term challenge of creating a new powerful and energy efficient, yet smaller transistor to pave path for technology scaling for advanced CMOS nodes.
|
|
Researchers from the IBM’s Materials Integration and Nanoscale Devices group demonstrated a novel, robust and yet versatile approach for integrating III-V compound semiconductor crystals on silicon wafers – a novel and an important step toward making chips smaller and more powerful at lower power density.
|
 |
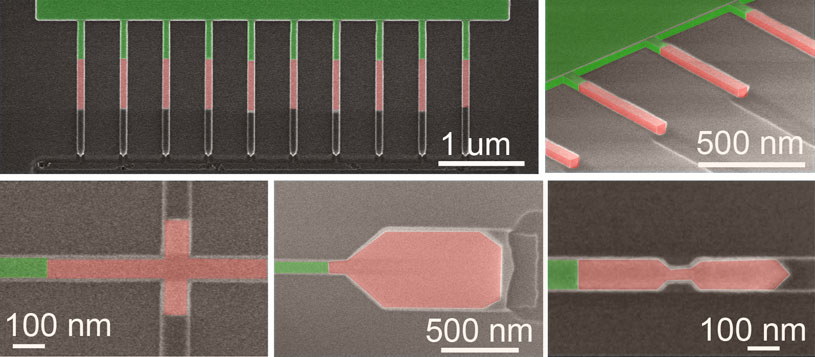
| Scanning electron microscope images of single crystal structures fabricated using template-assisted selective epitaxy. For better visibility, the silicon is colored in green, and the compound semiconductor in red. (click on image to enlarge)
|
|
The technique developed can be used to combine III-V materials, including indium, gallium and arsenide (InGaAs), with silicon germanium technology to create CMOS chips. It is fully compatible with current high volume chip fabrication technology, making it economically viable for chip manufacturers.
|
|
The first paper was published last week in the journal Applied Physics Letters ("Template-assisted selective epitaxy of III–V nanoscale devices for co-planar heterogeneous integration with Si") by lead author Heinz Schmid who describes the crystal growth starting from a small area and evolving into a much larger, defect-free crystal. In this so-called template-assisted selective epitaxy the oxide templates are defined and selectively filled via epitaxy to create arbitrary shaped III-V semiconductors such as nanowires, cross junctions, nanostructures containing constrictions and 3D stacked nanowires.
|
|
Using this small seed area epitaxy, today at the VLSI Symposium in Kyoto, IBM scientist Lukas Czornomaz is presenting a solution for large scale and controlled integration of high quality InGaAs on bulk Silcon (Si) which is based on standard CMOS process modules. Gate-first CMOS-compatible InGaAs FinFETs on Si with excellent performance have been demonstrated and integrated seamlessly in a CMOS manufacturing flow.
|
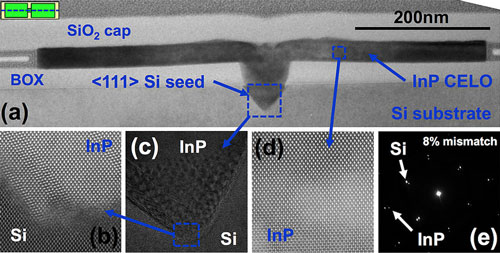 |
| Cross-sectional TEM view along InP integrated on Si using the new technique. High number of defects are observed at the seed region by HR-STEM(b)/TEM(c) mostly consisting of stacking faults. Away from the seed, a perfect lattice structure is observed with 8% mismatch to Si corresponding to fully relaxed InP (d,e). (click on image to enlarge)
|
|
Integrating high quality III-V materials on silicon is critical for getting the benefit of higher electron mobility to build transistors with improved power and performance for technology scaling at 7 nm and beyond. Unfortunately, growing III-V materials on 300 mm silicon substrates isn’t easy and often produces wafers with so many defects that they are rendered useless.
|
|
The described novel epitaxy and integration process allows the materials to be grown precisely with a low number of defects on the wafer position where they are needed and therefore represent a significant, economical and manufacturable breakthrough towards the introduction of high-mobility channels into advanced CMOS nodes.
|
|
The new technique may also impact photonics on silicon, with active photonic components integrated seamlessly with electronics for greater functionality.
|
|
Both papers are part of IBM’s $3 billion, five year investment to push the limits of silicon technology to 7 nanometers and below. More specifically, IBM scientists are motivated to integrate III-V materials on silicon for faster and more powerful devices. IBM is betting that future chips made of these materials will create more energy efficient and powerful cloud data centers and consumer devices.
|