Understanding Carbon Black
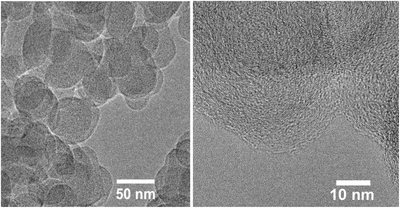
Definition: Carbon black is a form of paracrystalline carbon consisting of spherical particles with sizes ranging from 10 to 500 nanometers. It is produced by the incomplete combustion or thermal decomposition of hydrocarbons under controlled conditions, resulting in a material with unique structural and chemical properties.
Structure and Properties
Carbon black exhibits several key characteristics:
- Morphology: Primary particles fuse to form aggregates and agglomerates, creating a complex hierarchical structure that influences material properties.
- Surface Chemistry: Contains various functional groups that can be modified for specific applications, with surface areas ranging from 20 to over 1500 m2/g.
- Conductivity: Demonstrates varying levels of electrical conductivity depending on particle size, structure, and processing conditions.
- Optical Properties: High light absorption across the visible spectrum, making it valuable as a pigment and UV protectant.
Production Methods
Several industrial processes are used to manufacture carbon black:
- Furnace Process: The most common method, involving controlled combustion of hydrocarbon feedstocks in a closed reactor.
- Channel Process: Historical method using natural gas flames impinging on metal channels (largely obsolete).
- Lamp Process: Continuous burning of aromatic oils in open pans, producing specialty grades.
- Thermal Process: Thermal decomposition of natural gas in the absence of oxygen.
Applications
Carbon black finds use in numerous applications:
- Rubber Reinforcement: Primary use in tires and other rubber products, improving strength, wear resistance, and durability.
- Plastics and Coatings: Provides UV protection, electrical conductivity, and color in various polymer systems.
- Electronics: Component in conductive polymers, batteries, and electromagnetic shielding materials.
- Printing and Inks: Major pigment in printing inks, providing deep black color and proper flow characteristics.
Emerging Technologies
Recent developments have expanded carbon black's applications:
- Energy Storage: Advanced electrode materials for supercapacitors and lithium-ion batteries.
- Nanotechnology: Template for nanostructured materials and carbon-based composites.
- Environmental Applications: Adsorbent for pollutant removal and water treatment.
- Smart Materials: Component in pressure-sensitive materials and conductive composites.
Environmental and Health Considerations
The production and use of carbon black require careful attention to:
- Emissions Control: Modern production facilities employ advanced systems to minimize environmental impact.
- Occupational Safety: Proper handling and protective measures are necessary to prevent exposure.
- Sustainability: Research into green production methods and recycling technologies continues.
Future Prospects
Research in carbon black technology focuses on:
- Surface Modification: Development of new functionalization methods for enhanced performance.
- Sustainable Production: Alternative feedstocks and more efficient processes.
- Advanced Applications: Integration into emerging technologies like 3D printing and smart materials.