| Oct 21, 2011 |
Significant step towards engineering contact modules with vertical carbon nanotube interconnects |
| (Nanowerk News) Imec researchers, in collaboration with Tokyo Electron, have successfully integrated and characterized CNTs (Carbon Nanotubes) into 150nm contact holes with a TiN underlayer and a Cu single damascene top contact module. The process steps are CMOS-compatible and the platform is designed for fast and automatic electrical testing and for benchmarking different CNT recipes and process conditions. The stability of the process is shown by the high yield and the agreement obtained between the resistances of single contacts, measured from Kelvin vias and parallel vias. Because this module allows to rapidly benchmark CNTs grown from different recipes and processed under different conditions, it is a significant step towards optimizing CNT interconnects. |
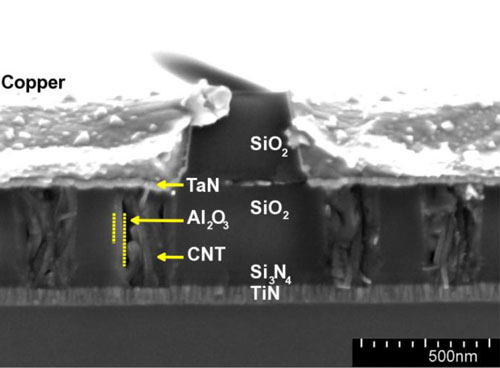 |
| Cross-section of the electrical structure showing four 150nm contact holes filled with CNT and metallized with Cu single damascene top contact. |
| All the integration steps for the CNT integration, the steps for patterning the Cu damascene top contact, and the mask set used are compatible with 130nm device technologies on 200mm wafers. These CMOS-compatible processes were optimized previously on 300nm via test structures, with the optimization mostly concerning the CNT growth. All the non-standard, optimized processes were combined in a single module and include CNT growth, oxide encapsulation, growth residual removal, and planarization to remove growth residuals and extreme topography (up to 2µm) induced by the long CNTs. From there, the processes were transferred to a platform with 150nm diameter contact holes. |
| This new platform is designed for automatic electrical testing using Kelvin vias, parallel vias or other probing pads. It allows for fast and quantitative comparison using automatic probing of 200mm wafers. The first results show, as expected, that the resistance is scaling with the number of contacts in parallel. The high yield that was obtained, and the agreement between the single contact resistances measured from the Kelvin structures and the parallel contacts indicate that the integration process is stable. |
| The CNT growth process at 540°C yields CNT/Cu contacts of 150nm diameter with a contact resistance of ∼4kΩ for AR=2. This value is in line with earlier results that we obtained through manual probing of 300nm diameter CNT/TiAu contacts (∼2.8kΩ for AR=1). The CNT resistivity can be deduced from measuring the resistance of the contact hole as a function of the height of the contact. Here, we found that the contact resistance scales with the CNT length. These results show that further improvements are possible by optimizing the level of graphitization of the CNT shells. |
| Future work will focus on improving the CNT quality to reduce the contact resistance. In parallel, splits in the integration module on the top contact will allow us to obtain more insight in the CNT-to-metal contact and show the possible routes for improvement. |
| Source: imec |