| Posted: Apr 12, 2010 |
Delivering on the promise - scaling carbon nanotube technology |
| (Nanowerk Spotlight – by John Dorr) Few technologies on the near-term horizon offer as much potential for game-changing results as do carbon nanotube products. But in an age where the state-of-the-art in global defense, transportation and energy depend on meaningful advancement and delivery of novel materials, it is critical to view scalability to be as important as product performance itself. To date, few nanotechnology manufacturers have solved this scaling problem – choosing instead to focus most of their resources on research and advances in material science. Materials without a meaningful path to volume delivery will remain just that; novel inventions with very little practical value. Instead, addressing the issue of scaled production is the central challenge for today’s nanotechnology firms. |
| The Carbon Nanotube – What Is It Really? |
| Carbon nanotubes (CNTs) are simply graphite structures that take on a lattice-like tubular format similar to chicken fence wire. They can exist as single-, dual-, or multi-wall constructs with diameters as small as one nanometer (approximately the diameter of DNA) and lengths that approach centimeters in laboratory environments. Fundamentally, CNTs are chemically bonded with sp2 bonds, an extremely strong form of molecular interaction. This feature combined with carbon nanotubes’ natural inclination to rope together via van der Waals Forces, provide the opportunity to develop ultra-high strength, low-weight macro material that possesses highly conductive electrical and thermal properties. |
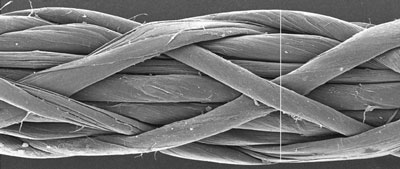 |
| Magnified CNT woven yarn. (Source: Nanocomp Technologies) |
| Carbon nanotubes are made by using a variety of production methods that include arc discharge, laser ablation and chemical vapor deposition (CVD). To date, the ability to deliver CNT products with potential for scalable quantities has been largely unproven, with the exception being that CVD does demonstrate a significant opportunity for mass production of CNT material. Using the CVD process, manufacturers can combine a metal catalyst such as iron with reaction gases such as hydrogen to form carbon nanotubes inside a high-temperature furnace. This process creates CNTs that are subsequently deposited in a collection environment and harvested into the desired end-product structural form. |
| For most applications, delivering a macro structure in the form of a yarn or sheet is most desirable because it dramatically simplifies insertion into “real world” applications. CVD technology continues to be a key area of research for many manufacturers that desire to improve production efficiencies, the physical quality of finished goods, material uniformity and purity, consistent properties and other qualifying factors. The key challenge remains to be transforming this intriguing science into a scalable manufacturing capability that addresses the needs of targeted applications, markets and end-users. |
| Converting Science to Products |
| One of the most strategic elements for any technology company to successfully transition from research to product delivery is to have a vision for manufacturing scale from the very beginning. In other words, CNT products are only as good as the benefits they can offer to real-world applications, today. To be sure, CNTs are well-suited for virtually any application requiring high strength, durability, electrical conductivity, thermal conductivity and lightweight properties compared to conventional materials. The final form of CNT products take can vary; unique formats of sheet and yarn provide a malleable foundation from which to produce a wide range of applications. Examples include CNT conductive wire and cable shielding, electromagnetic interference (EMI) shielding panels, thermal spreaders and high-strength composite structures. |
| Applying the Products Today |
| Taking CNT materials from the lab to industry; here is an expanded look at several attractive final product forms and functions: |
| CNT Wire and Cable Shielding |
| The shielding component of a typical wire or cable can approximate nearly 50 percent of that product’s total weight. By substituting products that offer comparable shielding effectiveness, customers can achieve dramatic results in weight-savings with minimal insertion risk to the application. With some cable formats more than 20 pounds per 1,000 linear feet in weight savings is possible by replacing the shielding component alone. |
| CNT Wire and Cable Conductors |
| Similar in concept to CNT shielding- the copper center conductor of a typical wire or cable can contribute up to 10 percent of the total weight of the wiring configuration. CNT wires used for large frequency ranges enable significant weight savings, typically tallying several pounds per 1,000 linear feet. |
| EMI Shielding |
| CNT sheet material allows for easy incorporation into many fixed-form and flexible structures as a lightweight shielding alternative to conventional solutions currently in use. Possible applications could range from EMI panels on a satellite or aircraft to a non-invasive layer of electromagnetic shielding incorporated into a military command center tent. In any case where weight reduction and environmental durability are important, there is a compelling opportunity for products to provide shielding alternatives. |
| Thermal Management |
| CNT material contains phonon transport mechanisms that effectively distribute heat. As a result, CNT materials could be configured to address a wide range of thermal management challenges such as heat spreaders for PC boards, thermal distribution in structures and targeted heat generation. |
| Embedded CNT Wires within Fabrics |
| With the availability of large volumes of CNT yarns, additional applications beyond traditional copper conductor replacements are possible. Manufacturing fabrics with CNT yarn enables ultra-light weight monitoring, heating, signature management and signal distribution capabilities– all which are simply not practical today. |
| Enhanced Conductivity |
| By adding single layers of conductive CNT sheets to standard carbon fiber materials, the electrical conductivity of that material can be dramatically improved. In fact, Peter Chivers, head of an Airbus R&D division, suggested in an article published by Aviation Week that the lack of conductivity in composite materials used for modern aircraft designs is a fundamental technical challenge, often requiring complicated workarounds. Not only is conductivity performance extremely important for aircraft lightning protection, but it could also be employed as an EMI shield for aircraft skins or other non-conductive structural components. The most compelling argument is that, with CNTs as the base material, these enhancements can be realized without taking the traditional penalty for weight, which is a major challenge for many alternate solutions. |
 |
| CNT fabric stopped a 9MM, jacketed round in controlled ballistics testing. This material shown is roughly the same thickness as six stacked business cards. (Source: Nanocomp Technologies.) |
| Tomorrow’s Applications |
| Beyond today’s applications, in the near-future we can expect to see incorporation of CNT technology into thermo-electrics and body armor. CNT material can play a large role in the development of thermo-electric devices and technology. Applications in this emerging field of study include harvesting energy from waste heat, power generation from thermal differentials and a host of other energy capture innovations. CNT material also shows great promise in overcoming challenges of providing a highly protective, yet lighter weight body armor when used to augment existing advanced fiber solutions. To date, The US Army’s Natick Soldier Center has made significant progress in this area. |
| Looking Ahead |
| Though academics have spent decades researching carbon nanotubes, and foreshadowed a number of game-changing applications, today the industry is at an exciting crossroads. Manufacturers who seize this opportunity by looking simultaneously at safety measures, economies of scale, the development of a repeatable, technical manufacturing foundation and direct insertion into existing industrial processes will come out ahead. |
| By John H. Dorr. John is Vice President of Business Development at Nanocomp Technologies, Inc. |
Become a Spotlight guest author! Join our large and growing group of guest contributors. Have you just published a scientific paper or have other exciting developments to share with the nanotechnology community? Here is how to publish on nanowerk.com. |
