| Posted: Dec 04, 2014 |
Unlocking the potential of graphenes - functionalisation via plasma |
| (Nanowerk Spotlight) It is well known that the potential of this material for a vast range of commercial and industrial applications across a plethora of industries is staggering. Experimental characterisation has revealed that graphene is mechanically 200 times stronger than steel, has in-plane electrical and thermal conductivity higher than copper (3000–5000 Wm–1K–1) and has an incredible surface area of over 2500 m2 per gram. Together with this, graphene is inherently flexible and will retain its unique electrical, thermal and physical properties even when it is contorted or put under considerable physical duress. |
| These extraordinary properties have stimulated an enormous, global interest in graphene, exciting not only the academic world, but both the investor community and industry who are keen to see how commercial benefits can be translated from the laboratory into commercial applications. Graphene’s properties appear to have almost limitless application potential, ranging from composite materials for the aerospace industry, energy harvesting and energy storage in the form of next-generation batteries and supercapacitors, flexible displays and optical electronics and biosensors for applications in healthcare and medical devices. So why hasn’t graphene, with the potential to vastly outperform the majority of currently available materials, been integrated into everything from wristwatches to ocean liners? |
| The challenges of commercialisation |
| Recent figures from IDTechEx estimate that the graphene industry will grow from its current market value of $20 million to well over $390 million by 2024 (Graphene Markets, Technologies and Opportunities 2014-2024), with the greatest expansions seen in energy storage, transparent conductive films and composite materials. These markets alone could represent significant commercial and societal benefits, but even with clearly defined market needs, translating scientific developments into commercial reality is a complex process with technological hurdles to be overcome with a concomitant timescale. |
| The complexity of graphene presents one particular problem. With a multitude of target markets, each requiring different material specifications, performance and cost targets for their specific applications, the path to commercialisation is complicated further. In addition, there are many different types of “graphene”, each with a different set of properties depending on the form on which it is produced; the number of graphene layers (for example, few-layer graphene (FLG) comprises several atomic layers of carbon, and so-called many-layer graphene, or graphene nanoplatelets (GNPs), which typically comprise 5-50 layers), the average flake size and the chemical groups existing on the surface of the flakes. |
| Different production techniques also add to the complex picture, with each technique delivering a different material, scalability and cost structure. It is therefore unsurprising that research departments are struggling to find the material that works for their application and still continues to fulfil their other criteria. Whilst there is a very real need to standardise the growing number of graphene variants - recognising the cost benefits of each family and establishing the applications for which they are most suitable - the ‘one size fits all’ approach will certainly not be relevant to many of the potential applications in development with research departments across the globe. |
| A separate issue to complexity is that graphene is inherently inert, making it very difficult to disperse within a target material. Modifying the surface chemistry of graphenes has been identified only relatively recently as a key factor in realising the full potential of nanomaterials. Incorporating nanomaterials into polymeric and liquid phase applications requires a homogenous dispersion within the secondary phase. This is a difficult task, given the natural tendency of nanomaterials to agglomerate or separate out means that good dispersions can only be attained by engineering the surface of the materials via a functionalisation process. |
| Functionalisation can be achieved by wet chemistry involving strong acids. Although these processes are scalable, they utilise aggressive chemicals with an associated waste stream issue and tend to create defects in the material structure and introduce impurities. Furthermore, the surface chemical functional groups are limited to the groups inherent in the available acids. |
| An alternative functionalisation route via plasma avoids environmental issues and can aid dispersion and chemical bonding with a matrix. With the correct chemical functionalisation, i.e. incorporation of a compatible chemical side group, there is a far greater possibility of achieving homogeneous dispersion during processing and chemical bonding (such as covalent bonding) with the matrix. This approach has been previously recognised in a paper published in July 2012 entitled, "The mechanics of graphene nanocomposites: A review". In this piece of work, it was concluded that graphene and graphene oxide show promise as reinforcements in high-performance nanocomposites and ought to have outstand¬ing mechanical properties. The paper concluded that in order to obtain the optimum mechanical and conductive properties, a strong interface between the reinforcement and the polymer matrix is required. |
| The Solution – Achieving tailored functionalisation via plasma |
| The alternative functionalisation route, avoiding wet chemistry whilst providing a highly tailored material for both raw material producers and application manufacturers, is via a plasma functionalisation process. |
 |
| Fig. 1: Functionalised via plasma (image of rotating drum with the reactor). (Image: Haydale) |
| The patent-pending process, which has been developed to overcome the key barrier to commercialisation, utilises a low temperature (under 100°C), low pressure gas plasma within a rotating drum containing the nanomaterials selected for functionalisation (see Fig. 1 above). As the nanomaterials fall through the plasma (which is emitted from a central electrode), the plasma interacts with the nanomaterial’s surface, attaching free radicals – the high energy electrons generated in the plasma can “split” or disassociate molecules into their component parts and it is these charged particles that readily bond with the surface. |
| Costs are significantly reduced via the low energy input requirements and the process is capable of functionalising the surface of a target nanomaterial with a wide range of chemical groups such as O2, COOH, NH3, and F. The non-aggressive nature of the process effectively eliminates the risk of damage to the material being processed and is potentially capable of actually removing impurities inherent in the raw material whilst also repairing lattice defects. From an environmental perspective, the plasma functionalisation process is characterised by low energy consumption and avoids the unnecessary disposal of hazardous waste chemicals. |
| The ability to control gas and vapour mixtures allow for customised functionalisation of a specifically selected nanomaterial, which addresses the issues of graphene’s complexity by enabling a customised solution to be provided for specific applications (see Fig. 2 below). |
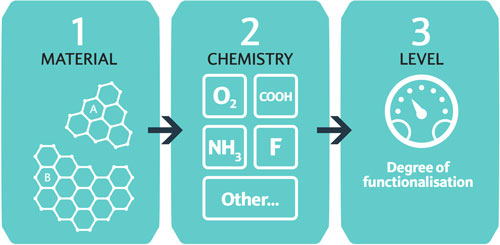 |
| Fig. 2: Three levels of customisation. (Image: Haydale) |
| Facilitating a route to commercialisation |
| Graphene, as a product, has the potential to offer superior performance over existing materials across a wide range of industries and applications. However, in order to achieve this, it is important to establish which forms of graphene are suitable for which commercial and industrial applications, before functionalising the material to achieve the desired properties for the end product. |
| The key to realising the true potential of any graphene solution is in the functionalisation of the material. For composite materials, uniform dispersion of graphene particles within a matrix material, or ink, is the most important factor in delivering high quality materials that perform better than those currently being used in the market. |
| The low temperature plasma functionalisation process not only fulfils all criteria for entry into commercial production, it also provides a low cost solution that can be individually tailored to client specifications. The low temperature nature of the process not only significantly reduces manufacturing costs; it also ensures that production is environmentally friendly. Using these techniques, the gap between raw material producers and application manufacturers can be bridged to ensure an end-user commercially viable product, of unrivalled performance and quality. |
|
By Dr Martin Kemp, Business Development Director, Haydale
|
Become a Spotlight guest author! Join our large and growing group of guest contributors. Have you just published a scientific paper or have other exciting developments to share with the nanotechnology community? Here is how to publish on nanowerk.com. |
