| Jul 26, 2023 |
Better 3D printing for the future
|
|
(Nanowerk News) Over the last decade, 3D printing technologies have experienced unprecedented developments and changes. They now enable to fabricate rapidly and at a very competitive cost complex three-dimensional objects. It makes 3D printers especially attractive and pertinent for various fields, including the aerospace industry or medical devices.
|
|
Until recently, the paradigm in light-based 3D printing or Additive Manufacturing (AM) mainly relied on using a vat of liquid photopolymer resin. An ultraviolet (UV) light beam cures the resin one layer at a time, whilst a platform moves the object being made downwards after each new layer is hardened.
|
|
The UV light is either raster scanned to solidify the resin point by point or flashed onto the resin curing the whole layer at once. Due to the layer-by-layer nature of the printing process, these light-based AM techniques have major geometric constraints and throughput limitations.
|
|
In a new paper published in Light: Advanced Manufacturing ("Volumetric helical additive manufacturing"), a team of scientists led by Professor Christophe Moser from Ecole Polytechnique Fédérale de Lausanne have developed a new technique for improving the quality of 3D-printed items without magnifying the projected patterns.
|
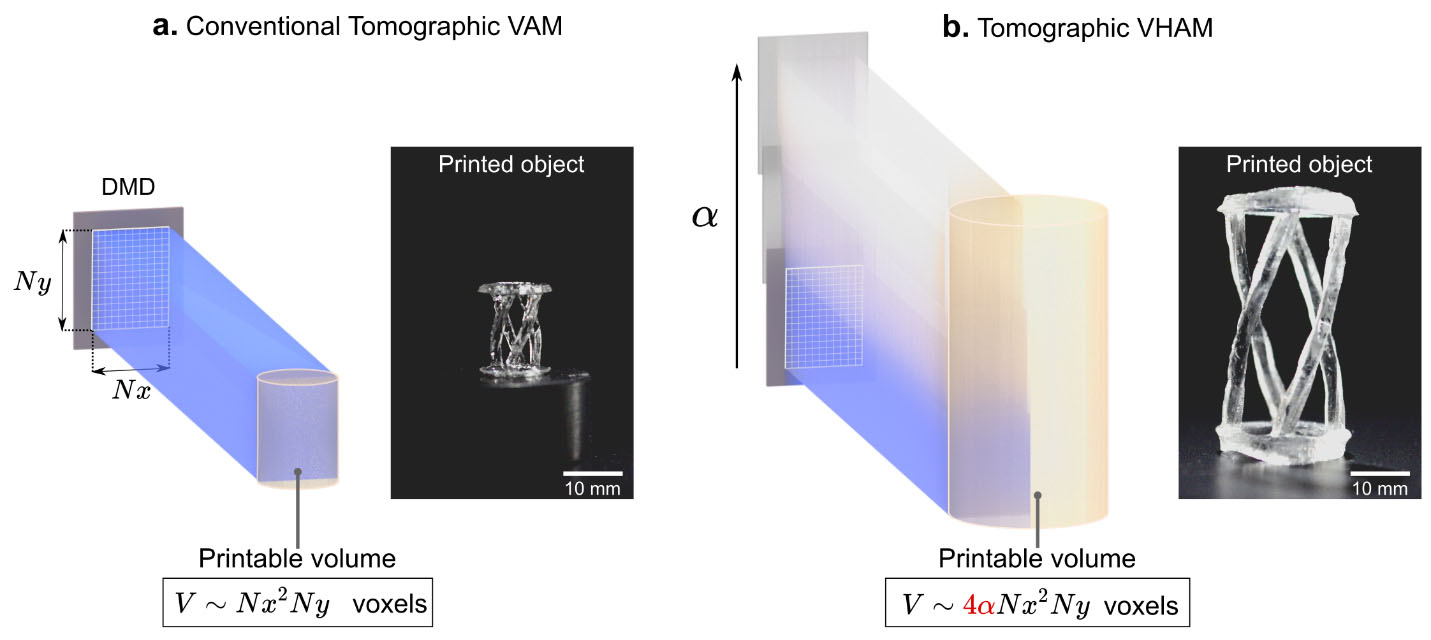 |
| Increasing the number of printed voxel generated from the same DMD. a Conventional tomographic volumetric additive manufacturing. b Tomographic volumetric helical additive manufacturing. Scale bars: 10 mm.
|
|
The past few years have seen the emergence of several fully Volumetric Additive Manufacturing (VAM) technologies that move away from the layer-by-layer approach. Two-photon photopolymerization represents the state-of-the-art of volumetric printing with light. It enables the fabrication of microscale objects with a lateral resolution of 100 nm and axial resolution of 300 nm. However, this process is slow, with a printing speed of just 1–20 mm3/h and requires expensive femtosecond laser sources.
|
|
Ultimately, the optical resolution of the printer dictates the achievable printed voxel size. In DLP and tomographic VAM, optical resolution is determined at best by the features of the modulator used to pattern light, namely the DMD.
|
|
The research team used a DLP7000 chip from Texas Instruments that has on its surface Nx × Ny = 768 × 1024 micro-mirrors arranged in a rectangular array capable of displaying 8-bit images. The DMD image is magnified by a factor 1.66 in the team's optical system. The resulting pattern on the vial is 1.74 cm × 2.33 cm with a resolution of 23 µm.
|
|
The only way to increase the size of the printed objects without compromising the resolution is to move the DMD for the vial or vice versa. The team proposed to move the sample around the light beam with a helical trajectory. They showed that lateral printable size could be doubled without compromising resolution by off-centring the optical axis concerning the rotation axis of the photoresin vat.
|
|
Together, these two tricks increase the number of building blocks inside the vial by a factor of up to 12. The available printed voxels are used to print larger objects up to 3 cm × 3 cm × 5 cm in a few minutes.
|
|
The research team has combined a rotating and a linear translation stages to set the glass vial containing the photoresist in a helical motion. The researchers pointed out that not all the resin is not illuminated at once as in conventional tomographic VAM. In VHAM, the whole resin is entirely excited only after one complete cycle.
|
|
There are some overlapping regions between the patterns so that after a turn its lower and upper parts coincide. The size of the overlap is fine-tuned by adjusting the vial’s rotation speed to the vertical movement of the translation stage, which is essential to ensure continuity of the printed objects.
|
|
The team has presented a proof-of-concept of a new light-based technique for volumetric printing of multicentimeter scale objects. It builds up on tomographic VAM to significantly increase the number of printable voxels while keeping the same light modulating device for projection and without compromising too much the printing resolution. This was achieved by off-centering the light modulator and translating continuously the resin vertically along the patterned light beam.
|
|
These simple modifications can be easily made on existing tomographic printers and opens up new possibilities for high-resolution and high-speed fabrication of objects whose size up to 3 cm × 3 cm × 6 cm. Helical tomographic VAM might be therefore appealing for applications in fields where cm-scale objects must be manufactured individually, such as in the dental industry, although resolution must be improved to meet the current requirements of the industry.
|